高品質な仕上がりとコストダウンを実現する加工技術


製品の美観にこだわった歪みのないきれいな溶接

当社では様々な外観部品を多く手がけており、製品の美観を損なわないきれいな溶接を得意としています。
スポット溶接やTIGやMAG溶接、ファイバーレーザー溶接など、各種溶接技術の技術・設備を保有。アルミなどの反射率の高い材質の溶接にも対応可能です。製品の仕様や要求に応じて最適な技法を用いることで、歪みのないきれいな溶接を実現します。
製品の美観に対して溶接部門と塗装部門が連携を取り、工程間でフィードバックし合うことで、美観にこだわった製品作りに取り組んでいます。
スポット溶接
株式会社デンソーグループの認定工場として、スポット溶接技術には数多くのノウハウを持っています。
圧痕を防ぐためのテーブルスポット溶接機を用いることで、凹みを防ぎ、溶接痕が目立たないスポット溶接が可能です。ナットやボルトの溶接時の焼け付きを防止する専用設備など、溶接関連の設備も豊富に取り揃えています。
お客様からの高度な要求にお応えできる確かな品質保証とハイレベルな管理で高い信頼を戴いております。

ファイバーレーザー溶接
従来の溶接の悩みは、熱影響による歪みと焼け焦げが大きいことでした。
ファイバーレーザー溶接ロボットによる溶接ではビード幅が狭く、溶け込みが深い上に歪みと焼け焦げが大幅に改善でき、表面も滑らかなため外観品への対応がパワーアップしました。
もちろんMAG溶接機、TIG溶接機による溶接加工で、幅広いご注文に対応致し、出来栄えの良さで高い評価を戴いています。

ファイバーレーザー溶接の特長
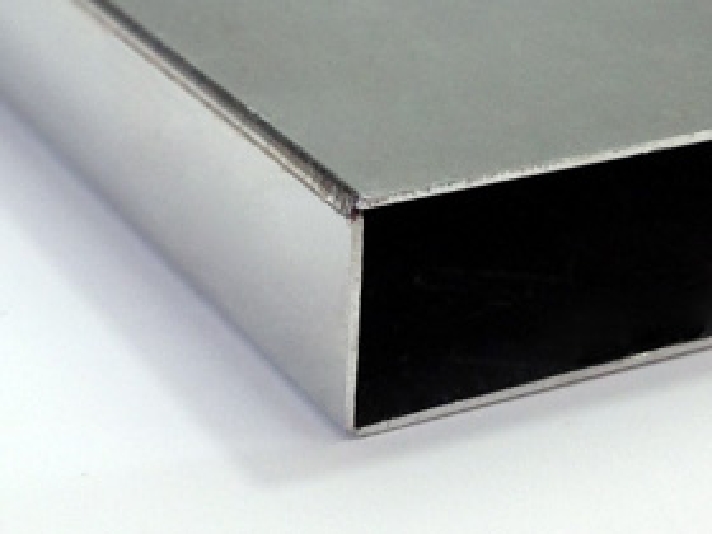
薄い板の溶接に対応
0.6mmのアルミ板も写真の通り歪もなく溶接可能です。
(写真:A5052p)

綺麗な溶接ビード
ファイバーレーザの光の波長は1.06µmと短く、また優れたビーム品質によりスポットの小さい高密度な光を発振し水漏れに強いなめらかな溶接ビードを作ります。
(写真:SUS304)
丁寧な下地処理によるきれいな仕上がりの塗装

粉体塗装と溶剤塗装の両方の塗装に対応。部位によって色を変えたい場合は溶剤塗装を用いる、環境への配慮を重視したい場合はシンナーを使わない粉体塗装を用いるなど、製品の仕様やお客様のご要望に応じた塗装方法をご提案いたします。
塗装の良し悪しは下地処理で決まります。8槽に及ぶ大規模ディップ式前処理装置を用いたリン酸亜鉛被膜処理によって、防錆と密着度を高め、ムラのない品質を維持しています。
また廃液は排水処理装置により基準値をはるかに下回り、環境に十分配慮した体制をとっています。
塗装製品は、膜厚計・光沢計・測色計等による計測データに基づいて管理し、シルク印刷にも対応し、全数検査による品質保証を行っています。
塗装の仕上がりを左右するリン酸亜鉛処理
塗装前の下地処理として、①脱脂→②リン酸亜鉛の被膜コーティングを行っています。
コーティング処理を施すことで、錆びにくく、塗料の密着性が高まります。手間のかかる下地処理を丁寧に行うことで、塗装の高い品質、きれいな仕上がりを実現しています。

製品のQCD改善に貢献する提案力と精密板金加工技術




VAVE提案によるQCD改善と最適化提案

量産に向けた設計の改善提案やコンサルティング、試作板金のご相談を承ります。
年間1,000件以上の板金部品を手がける実績とノウハウを活かし、製品の仕上がりなどの品質向上、製造コストの削減、リードタイムの短縮を実現する最適化をご提案いたします。
既に量産されている既存製品の設計変更や図面変更、既存製品の改良に向けた試作板金のご相談も承ります。



複合加工機を駆使し板金加工の効率化を実現

最新の複合加工機を駆使し、タップや皿もみなどの付帯加工を統合化によるコストダウンとリードタイム短縮を実現。加工漏れがないため、品質面でも向上。
ファイバーレーザー複合加工機の導入により、従来機と比べ加工スピードの大幅な向上と高品位な切断が可能になり、CO2レーザーでは難しかった銅、真鍮、アルミ等の高反射材の加工も可能となりました。
また従来からの多様なワーク、多様なロットに対応する最適な歩留りを実現した環境にやさしい工程です。
加工実績のある材質例
鉄(一般鋼材)
ステンレス
アルミ
真鍮
銅
ベンディングロボットによる自動化で曲げ加工の精度と生産性を向上

プレスブレーキ加工の良し悪しが溶接・外観の出来栄えを左右します。
栄通信工業の曲げ加工では、複雑な曲げ、精密な曲げ、キズの付かない曲げなど、様々なベンディングのご要望に対応し、高い精度での曲げ加工を行なっています。
ベンディングロボットシステム「ASTROⅡ
100NT-CELL」と「EG6013AR」の2台のロボットにより、金型の段取り替えを自動化。高速かつ高精度の曲げ加工が全自動で可能となり、高い生産性と仕上がり品質を両立しています。
YOUTUBE
組み立て

板金、塗装を終えた部材の組み立ても当社で行っています。
全工程を一括で当社にお任せいただくことで、お客様の管理工数の削減を実現します。
板金、塗装工程まで含めた社内一環体制により、組み立て時に検出された細かな修正もスピーディーに対応。定期的に各セクションの部課長が集まり、納期や品質の情報を共有し、QCDの改善を全工程横断で組織的に行っています。